陶瓷行业加热窑的种类、工作原理及窑炉温度制度 |
您所在的位置:网站首页 › 51m 温度墙 › 陶瓷行业加热窑的种类、工作原理及窑炉温度制度 |
陶瓷行业加热窑的种类、工作原理及窑炉温度制度
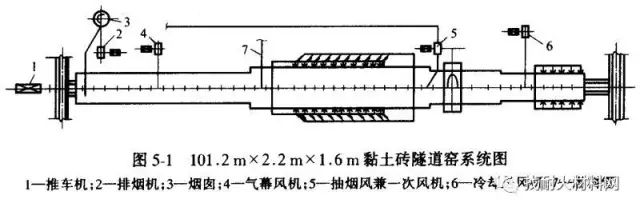 在陶瓷、耐火材料制品的生产过程中,烧成是一道重要工序。常见的烧成设备有两大类。一类是连续加热窑,如隧道窑;另一类为间歇加热窑,如倒焰窑。 隧道窑的主要优点是产量大、燃料消耗低、热效率高以及劳动条件好,其缺点是基建投资大、热工制度不易经常调整、钢材用量以及附属设备较多,故多用于产量大、品种单一的制品。间歇窑主要包括倒焰窑、梭式窑、钟罩窑、蒸笼窑等。具有热工制度易调整、灵活性大、窑内温度分布均匀、基建投资少等特点。传统倒焰窑由于砌筑蓄热室热量大,烟气带走热量多,热效率低,单位产品燃料消耗高,且装窑出窑操作劳动强度大,因此这些窑炉常用于中小型工厂以及小批量、多品种制品的烧成。但自20世纪70年代后高级耐火材料的出现、高速烧嘴的应用以及微处理机对窑温、窑压及气氛的自动控制,使得新型间歇窑比传统间歇窑更具有高的热效率、适应性强、烧成时间短、劳动强度小等优点。通过比较间歇窑和连续窑,了解和掌握砝酸盐工业窑炉的典型与个性特点,以便我们根据实际工况运用热工原理知识,培养发现和解决高温工程问题的基本技能。 隧道窑 1.1 隧道窑分类 隧道窑有各种不同的分类方法,大致归纳为: 1.1.1 按烧成溫度分 (1)低温隧道窑(1000〜1350℃); (2)中温隧道窑(1350〜1550℃); (3)高温隧道窑(1550〜1750℃); (4)超高温隧道窑(1750〜1950℃); 1.1.2 按烧成品种分 (1)耐火材料隧道窑; (2)陶瓷隧道窑; (3)红砖隧道窑。 1.1.3 按热源分 (1)火焰隧道窑; (2)电热隧道窑。 1.1.4 按火焰是否进入隧道分 (1)明焰隧道窑; (2)隔焰隧道窑; (3)半隔焰隧道窑。 1.1.5 按窑内运输设备分 (1)车式隧道窑; (2)推板隧道窑; (3)辊底隧道窑; (4)输送带隧道窑; (5)步进式隧道窑; (6)气垫式隧道窑。 1.1.6 按通道多少分 (1)单通道隧道窑; (2)多通道隧道窑。 1.2 工作系统 隧道窑因类似铁路山洞的隧道而得名,目前多采用单通道明焰车式隧道窑,图5-1所示为其中的一种系统图。隧道窑属于逆流操作的热工设备,即窑车上的坯体,由推车机的推动,在隧道内与气流依相反方向连续或间歇移动,并完成预热、烧成、冷却过程。因此将隧道窑沿窑长分为预热、烧成、冷却三带。
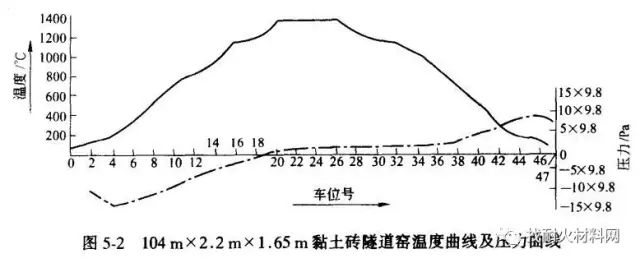
窑车进入预热带后,车上的坯体首先与来自烧成带的燃料燃烧的烟气接触,并逐渐加热;进人烧成带后,坯体借助燃料燃烧放出的大量热量,达到所要求的最高烧成温度,再经过一段时间的保温,坯体被焙烧成制品;高温烧成的制品进入冷却带,与窑尾鼓入的大量冷空气进行热交换,制品冷却后被推出窑外。 被加热的空气一部分作为助燃空气,送往烧成带,另一部分抽出供坯体干燥或气幕用。燃料在烧成带燃烧后所产生的高温烟气,沿窑内通道流人预热带,在加热坯体时本身被冷却,最后自预热带排烟口、支烟道、主烟道经排烟机、烟囱被排出。 从上述分析可以看出,制品与气流按照逆流方向运动,热量得到充分利用,因此热效率较间歇窑炉高。 1.3 隧道窑的规格 不同制品的隧道窑常见的规格有: 黏土砖(3万〜3.5万t/a):预热带、烧成带、冷却带分别为41.8m、22.0m、37.4m。 高铝砖(3.5万t/a):预热带、烧成带、冷却带分别为72m、24m、60.6m。 镁质制品(4万〜4.5万t/a):预热带、烧成带、冷却带分别为72m、24m、60m。日用瓷(7x106t/a):预热带、烧成带、冷却带分别为29.86m、26.47m、35.67m。 电瓷(还原焰)(562万t/a):预热带、烧成带、冷却带分别为38.52m、28.0m、50.07m。 卫生瓷(隔焰)(2x105件/a):预热带、烧成带、冷却带分别为30m、22m、40m。 釉面砖釉烧(1.8X105m2/a):预热带、烧成带、冷却带分别为13.47m、6.9m、13.51m。 1.4 隧道窑温度制度 合理而稳定的热工制度对所有的热工设备都很重要。热工制度主要包括温度制度、压力制度和气氛制度。这些制度相互影响,且与窑车砖垛码放及推车制度密切相关。 温度制度是核心,对稳定产品产量和质量非常重要。其中烧成带的温度十分关键。影响温度制度的因素有两类:一类为工艺方面的,如原料、品种、配方、加工工艺各过程直至半成品的强度、水分、形状等;另一类是窑炉方面的,如结构、燃料种类及性能、空气过剩系数、燃烧室和烧嘴的结构,以及一次、二次空气的比例及预热温度等。图5-2所示为隧道窑的温度压力曲线。
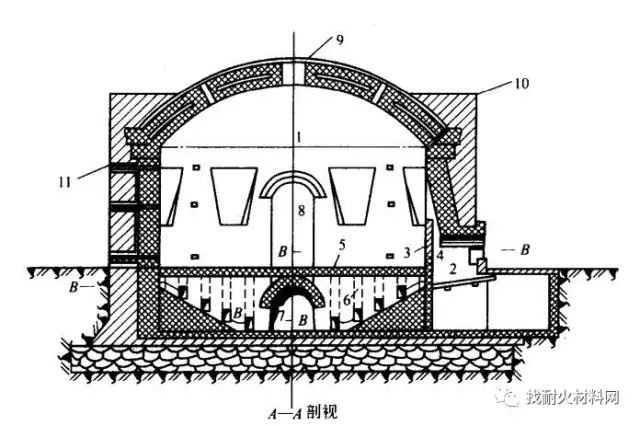
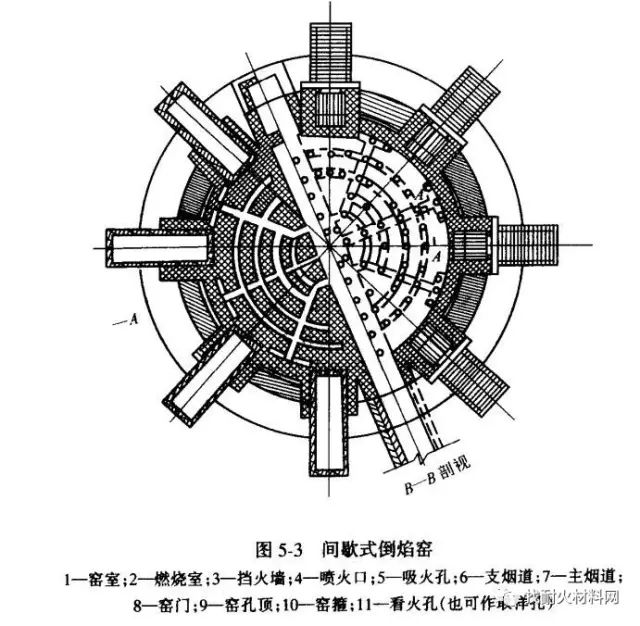
实践证明,沿窑车前进方向要求考虑砖垛温度的合理性,在预热至烧成带要求前部高后部低、上部高下部低、中间高两边低。造成预热带温差形成的原因有:①热气体的浮升力;②负压形成的冷热气体分层;③砖垛码放不合理;④窑车蓄热。 间歇窑 2.1 工件原理 倒焰窑有圆窑与方窑(或矩形窑)之分,且多以容积大小进行分类,也可以最高烧成温度或焙烧品种来分类。倒焰窑的基本结构大致相同,图5-3所示为某圆窑的结构图。其工作原理为:将煤加人燃烧室2的炉箅上,一次助燃空气由燃烧室下面的灰坑穿过炉箅,通过煤层并使之燃烧。燃烧产物自喷火口喷至窑顶,再自窑顶经过坯体倒流至窑底,经吸火孔5、支烟道6及主烟道7流向烟囱底部,最后由烟囱排出。坯体自装好至烧成出窑前一直停在窑内。因火焰在窑内倒流,故称倒焰窑。烟气流经坯体,以对流和辐射将热量传给坯体。
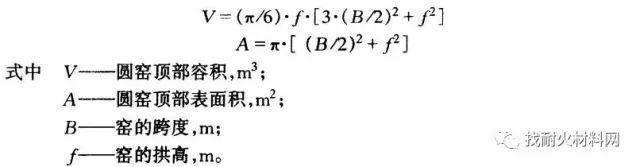
2.2 倒焰窑结构 2.2.1 倒焰窑容积 决定倒焰窑容积大小的是产量,同时相对单位制品的能耗也小,但是容积过大,火焰达不到窑的中心位置,导致窑温不均,废品或欠烧品增加。故根据生产规模、产品对温度均匀性的要求、劳动组织条件、投资大小来决定倒焰窑的体积。 窑的容积计算分成两部分,即拱顶部分与拱顶以下的窑墙部分,后者计算简单。圆窑顶部容积及其表面积可按下式计算:
我国倒焰窑的设计系列为30m3、50m3、80m3、100m3、150m3、270m3等。陶瓷用工业窑炉的容积多为100m3。决定倒焰窑窑髙的因素是制品在烧成过程中所允许的负荷,即髙温荷重;沿窑高温度分布的均勻性;是否方便装卸制品等。由于“倒焰”使得窑内上下温差较小,故其高度可比隧道窑高些。但不能太髙(考虑装卸问题和温差问题),一般耐火材料的倒焰窑窑高为2.5〜4.0m,圆窑的拱高一般为直径的1/6〜1/4。 窑的直径是根据窑的横截面上温度均勻性来决定的。火焰由喷火口喷出后控制的距离为3m,烧无烟煤时控制的距离为2m,所以窑的直径一般为5〜8m 。 2.2.2 窑体结构 (1)窑体。由窑墙与窑顶构成。设计时要考虑足够的机械强度以及蓄热和散热问题。在焙烧时砌体所蓄积的热量占总耗量的10%〜15%,往往是外表面向外界散失热量的数倍。若厚度过薄,增加散热,劣化环境条件。所以适当采用密度小、热导率低的轻质材料作中间保温层。一般窑墙的厚度为0.8〜1.2m。 (2)燃烧室,简称火箱。以液体燃料(重油)烧成的倒焰窑无需灰坑和炉箅;燃气倒焰窑可不设置燃烧室。以固体燃料(煤)燃烧必须皆有。髙温阶段的最大燃料消耗量为平均的1.2〜1.6倍。目前多数倒焰窑为烟煤燃料燃烧,采用阶梯炉箅或内倾15°的梁状炉箅。由于助燃一次空气是由灰坑穿过炉箅进人燃烧室的,所以炉箅上应有一定的通风面积。 (3)挡火墙。它的作用是使火焰具有一定的方向与流速,并防止部分煤灰污染制品。挡火墙髙度要合理选择并根据生产实践调整(一般为0.5~1m),使得大部分火焰送到窑顶,小部分直接进入窑的下部。 (4)喷火口。是挡火墙与燃烧室上部窑墙之间的空间。若其截面积过大,火焰喷出速度小,达不到窑顶的中心而造成上部温度低、下部温度高。反之,喷火口太小,火焰喷出阻力大,容易将燃烧室耐火砖及炉箅烧坏。合理的截面积是炉箅水平面积的1/5〜1/4。 (5)窑门。一般1~2个,用于装卸制品。较大的窑门高、宽分别为1.8m和0.8m。 |

【本文地址】
今日新闻 |
推荐新闻 |